Латунь – сплав, нашедший широкое применение при производстве арматуры для инженерных систем зданий. Главное условие изготовления из негокачественной продукции независимо от технологического процесса – соответствие материала определенным стандартам
Латунь для кокильного литья должна соответствовать европейскому стандарту EN 1982, для ковки в штампах – EN 12164, для механически обрабатываемыхдеталей – EN 12165. Согласно данным стандартам и технологиям производства латунь разделяют на обычную (стандартную) и устойчивую к обесцинкиванию.
Латунь для кокильного литья – это, в основном, сплав меди (около 62%) и цинка (около 30%). К его дополнительным компонентам относятся алюминий, никель, свинец, олово, железо, марганец, фосфор и кремний.
Доля каждого их них – не выше 0,02–1,0% за исключением свинца, содержание которого достигает 2,5%.
В латуни, устойчивой к обесцинкиванию (dezicification resistant, маркировка – DR или CR), кроме вышеперечисленных компонентов, также имеется примесь мышьяка и сурьмы общим количеством не более 0,15%.
Несмотря на то, что все дополнительные компоненты присутствуют в латуни в очень небольшом количестве, они оказывают существенное влияние на специфические характеристики всего сплава. Его качество имеет большое значение для области применения готового изделия.
Арматуру для систем бытового отопления обычно выполняют из стандартной латуни, уделяя основное внимание техническим характеристикампродукции. Европейскими стандартами и директивами по проектированию, изготовлению, эксплуатации итехническому обслуживаниюзакрытых систем отопления жестко нормируется допустимое содержание кислорода в теплоносителе, обеспечивающее отсутствие условий длякоррозии.
В питьевом водоснабжении вопросы качества арматуры регулируются международными и (или) национальными постановлениями и законами. В них зафиксированы требования к физико-химическим характеристикам металла и уплотнений, оказывающим влияние на здоровье человека.
Арматура и фитинги, используемые в системах питьевого водоснабжения, должны соответствовать определенным стандартам, в частности EN 1717, и иметь допуск к применению в этой области национальными нормативными документами. Высокое качество материала – необходимое условие использования арматуры в питьевом водоснабжении.
Обесцинкивание – это процесс, при котором из-за селективной коррозии происходит растворение в воде меди и цинка. Цинк вымывается, а медь, обладающая высокой электропроводностью, осаждается. При этом решающее значение имеют характеристики воды. Особенно большое влияние оказывает содержание в ней нейтральных солей при значении водородного показателя pH до 4,3. ероятность обесцинкивания увеличивается, когда концентрация нейтральных солей повышается, а значение pH снижается (рис. 1).

Рис.1. Зависимость интенсивности обесцинкивания латуни от показателей качества воды (диаграмма Тёрнера)
Устойчивая к обесцинкиванию латунь очень близка по своим характеристикам к томпаку (латунь с содержанием цинка – 3–10, меди – более 90%).
Медные сплавы получают из расплавов, которые при охлаждении образуют кристаллическую структуру. При этом образуются несколько фаз, в том числе – α (альфа) и – при увеличении содержания цинка в сплаве выше предела растворимости – β (бета),фаза с объемноцентрированной решеткой (рис. 2). Латунь с содержанием меди 60, а цинка 40% располагается вдвухфазной (α + β) области. Примесь мышьяка, который является катодным замедлителем (предотвращает либо замедляет протекание химических реакций), уменьшает способность α-латуни к обесцинкиванию. При температурной обработке возможен переход из β – в α-фазу. В большинстве случаев выход из строя арматуры и фитингов – результат совместного воздействия различных механизмов коррозии, включая коррозионное растрескивание и обесцинкивание. Объяснить это можно тем, что после первичного повреждения детали из-за коррозионного растрескивания в трещинах образуется повышенная концентрация примесей, приводящих к обесцинкиванию и развитию коррозии.
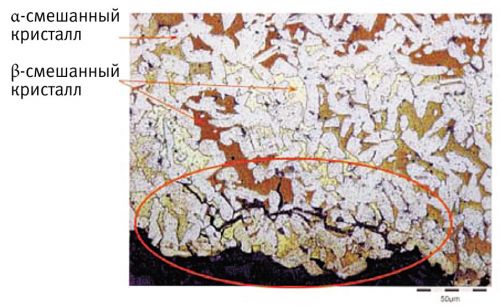
Рис. 2. Трещины и процессы обесцинкивания латуни
Под коррозионным растрескиванием в данном случаепонимается образованиетрещин при использованииарматуры в агрессивной среде (рис. 3). Даже небольшое содержание в воде илив окружающей среде такихвеществ, как аммиак, амины,нитрит или диоксид серы,может вызвать это явление.Источники этих веществ– аммиачные чистящиесредства, мочевая кислота(C5H4N4O3) или среда, в которой содержится аммоний,– близкая расположенностьк туалетной комнате, содержание аммиака и диоксида серы в промышленнойатмосфере или воздействиекомпонентов изоляционногоматериала. При повышеннойвлажности и наличии кислорода из меди образуетсятетрамин гидроксид меди(II), вызывающий коррозионное растрескивание. Особуюопасность для деталей измедных сплавов представляет контакт с зольнымипочвами, кислыми торфоми глиной. Коррозию могутвызвать все почвы, в которых содержится аммиак илисероводород.
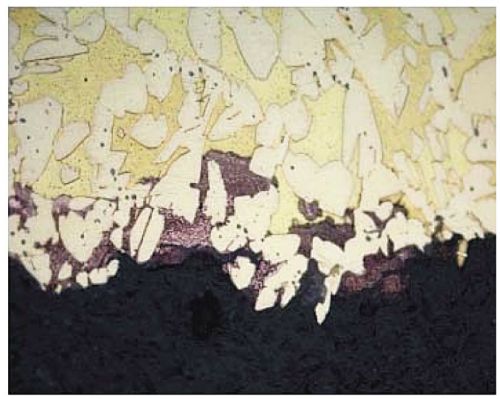
Рис. 3. Обесцинкивание на поверхности разлома латунного изделия
Для предотвращения коррозионного растрескиваниянеобходимо устранить напряжения в материале корпусаарматуры. Это достигаетсятермической обработкойизделий при температуре от280°C.Однако в большинстве случаев неисправность арматуры, вызванная трещинами в стенках, обусловлена неправильной эксплуатацией и ошибками при проектировании.
Так, иногда за седломклапана в направлении потока имеет место износ илиэрозионная коррозия материала, что проявляется вобразовании желобковых илиподкововидных углублений встенках корпуса.
Такая форма коррозиипротекает преимущественно там, где из-за дросселирования (уменьшение площади поперечного сеченияи поворота потока) в местахрядом с седлом клапаназначительно возрастаетскорость движения воды.При локальных завихрениях в потоке жидкости со стеноккорпуса клапана постоянноудаляются образующиесяоксидные слои. Это неизбежно приводит к образованию трещин.
Ускоряет коррозионныепроцессы и кавитация, разрушая внутреннюю поверхность корпуса изделия. Дляее предотвращения необходимо за счет определенныхтехнологических решенийуменьшать скорость потока вдроссельном сечении.
Соблюдение условий эксплуатации при точном расчетепараметров – одно из важнейших условий для предотвращения образования трещинв арматуре, активизирующихпроцессы обесцинкивания.Эти трещины в большинствеслучаев являются не технологическими дефектами, а вызваныускоренным износом внутренней поверхности арматуры из-за высокой скорости потока.
Таким образом, коррозионное растрескивание и образование трещин в стенкахкорпуса клапана могут значительно ускорять обесцинкивание. Но использованиепродукции, изготовленнойиз латуни с маркировкой DR,позволяет избежать подобных проблем. Это провереновременем. Причем для водыс высоким содержаниемвеществ, инициирующихобесцинкивание, данныйматериал является достойной альтернативой широкоизвестной и провереннойстандартной латуни.
Більше важливих статей і новин в Telegram-каналі та корисні відео на Youtube-каналі та у TikTok. Долучайтесь!
Переглянуто: 10 488